Quand on parle d'AMDEC en industrie, l'image qui vient en tête est souvent celle d'une pompe qui casse, d'un roulement qui chauffe, d'un vérin qui fuit : l'AMDEC Machine, outil canonique de la maintenance préventive.
Pourtant, l'AMDEC a une sœur tout aussi puissante et bien plus utilisée dans l'industrie automobile et aéronautique : l'AMDEC Process (Process FMEA en anglais), qui ne s'intéresse pas aux équipements mais aux étapes d'un processus de fabrication et aux défauts qu'elles peuvent générer sur le produit.
IATF 16949, AIAG-VDA, EN 9100, ISO 13485 : tous ces référentiels qualité majeurs imposent l'AMDEC Process comme outil de maîtrise des risques avant production série. Bien menée, elle évite des rebuts massifs, des rappels clients et des dérives qualité difficilement rattrapables.
Tour d'horizon : différences AMDEC Machine vs Process, méthodologie pas à pas, cotation, animation d'un atelier, et articulation avec les autres outils qualité.
1. AMDEC Machine vs AMDEC Process : la différence en une carte
Les deux méthodes appliquent les mêmes fondamentaux (analyse des modes de défaillance, de leurs effets, de leur criticité, plan d'actions). Mais elles ne regardent pas le même objet et ne servent pas les mêmes finalités.
AMDEC Machine
Objet : un équipement, une machine, une installation.
Mode de défaillance : panne d'un composant (palier grippé, vérin fuit, capteur en défaut).
Effet : indisponibilité, casse, perte de production.
Pilote : service maintenance / ingénierie. Sortie : plan de maintenance préventive.
AMDEC Process
Objet : une opération ou un enchaînement d'opérations dans le procédé de fabrication.
Mode de défaillance : défaut généré sur le produit (pièce non conforme, hors tolérance, manquante, mal montée).
Effet : défaut qualité chez le client, rebut, retouche, escalade.
Pilote : service qualité / méthodes. Sortie : plan de surveillance (control plan), poka-yoke, modes opératoires renforcés.
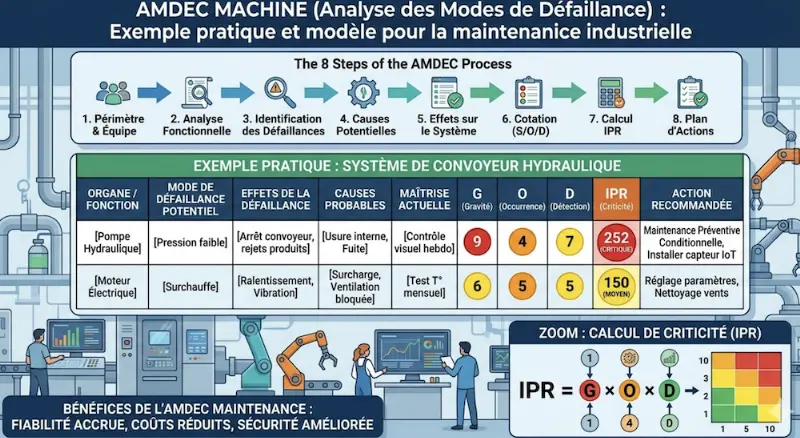
L'approche méthodologique générale (modes / effets / causes / cotation F-G-D / criticité / actions) est identique. Pour un rappel des fondamentaux et un exemple détaillé côté équipement, voir notre article dédié à l'AMDEC Machine.
2. Quand mobiliser une AMDEC Process
L'AMDEC Process n'est pas une activité ponctuelle : elle s'inscrit dans le cycle de vie d'un produit / processus, à des moments précis.
- Industrialisation d'un nouveau produit : avant le démarrage série, l'AMDEC Process valide la robustesse du procédé proposé ; c'est l'un des livrables clés de l'APQP (Advanced Product Quality Planning) en automobile ;
- Modification d'un procédé existant : changement d'opération, nouvelle machine, nouveau matériau, sous-traitance d'une étape ;
- Réaction à un incident qualité : retour client, dérive constatée, audit interne ; l'AMDEC Process est un outil naturel de l'analyse 8D sur la cause racine ;
- Audit / certification : exigence directe de la norme IATF 16949 (automobile), de l'EN 9100 (aéronautique), de l'ISO 13485 (médical), de l'ISO 22000 (agroalimentaire) ;
- Revue annuelle : la version 2019 du FMEA Handbook AIAG-VDA recommande explicitement la mise à jour régulière des AMDEC Process en exploitation.
2.1 — Cas d'usage typiques
- Ligne d'assemblage automobile : opération de vissage, sertissage, étanchéité ;
- Ligne d'usinage : tournage, fraisage, rectification ;
- Procédé chimique ou pharma : étapes de mélange, granulation, conditionnement ;
- Ligne d'électronique : soudure, brasage, sertissage de connecteurs ;
- Procédé d'assemblage aéronautique : rivetage, mise en peinture, contrôle ressuage.
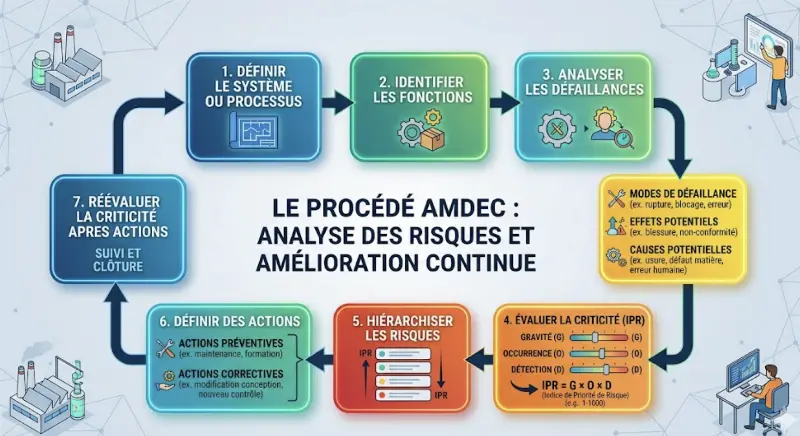
3. Méthodologie : 7 étapes structurantes
La nouvelle méthode AIAG-VDA 2019 structure l'AMDEC Process en sept étapes successives, qui couvrent la planification, l'analyse et le suivi.
Planification et préparation
Définir le périmètre, identifier l'équipe pluridisciplinaire (qualité, méthodes, production, maintenance, achats, R&D), réunir les documents (schéma de flux, modes opératoires, plans, cahiers des charges client).
Analyse de la structure
Décomposer le process en étapes et chaque étape en éléments (méthode, main-d'œuvre, machine, matière, milieu — les 5M). Le diagramme de flux process (process flow diagram) est l'outil de référence.
Analyse fonctionnelle
Pour chaque étape, formuler la fonction attendue (ce qu'elle doit produire) et les caractéristiques produit à atteindre. Cette étape, souvent négligée, est la clé de la qualité de l'AMDEC.
Analyse des défaillances
Pour chaque fonction, lister les modes de défaillance (le défaut généré sur le produit), leurs effets (chez le client final ou en aval du process) et leurs causes (à l'amont de l'étape).
Analyse des risques (cotation F-G-D)
Coter chaque triplet effet / cause / mode de défaillance par trois critères : Sévérité (S), Occurrence (O), Détection (D). Calcul d'une priorité d'action AP (méthode AIAG-VDA 2019) ou d'un Risque RPN classique = S × O × D.
Optimisation
Identifier les actions de réduction du risque : action sur le procédé (modification du paramètre, ajout d'un poka-yoke), sur le contrôle (renforcement de la détection, mise en place de SPC), sur la formation des opérateurs.
Documentation
Consigner l'ensemble dans le document AMDEC, intégrer les résultats dans le plan de surveillance (control plan), assurer la traçabilité et la mise à jour ultérieure.
4. Cotation F-G-D appliquée au process
La logique de cotation est commune avec l'AMDEC Machine, mais le contenu des grilles change : les critères ne se réfèrent pas à la fiabilité d'un équipement mais à la qualité d'un produit.
4.1 — Sévérité (S) : impact du défaut sur le client
On note de 1 à 10 selon la gravité de l'effet du défaut. Quelques repères types issus des grilles AIAG-VDA :
- 1-2 : effet quasiment imperceptible pour le client final ;
- 3-4 : défaut perceptible mais sans gêne fonctionnelle ;
- 5-6 : gêne fonctionnelle modérée, dégradation perçue de la qualité ;
- 7-8 : perte de fonction principale, retour client probable ;
- 9-10 : impact sur la sécurité ou la conformité réglementaire (rappel, accident).
4.2 — Occurrence (O) : fréquence d'apparition du défaut
On note de 1 à 10 selon la probabilité d'occurrence du défaut, en se basant sur l'historique du procédé, les retours d'expérience sur procédés similaires, et la robustesse théorique du procédé.
4.3 — Détection (D) : capacité de l'organisation à détecter le défaut
On note de 1 à 10, l'échelle étant inversée par rapport à la sévérité : 1 = défaut systématiquement détecté avant livraison, 10 = défaut quasi indétectable. Les contrôles considérés sont à la fois les contrôles en cours de fabrication et les contrôles finaux.
4.4 — RPN ou AP ?
Deux indicateurs coexistent dans la pratique :
RPN classique :
RPN = S × O × D (entre 1 et 1000)
Logique historique. Critique : un RPN de 100 peut résulter de 10×10×1 ou 5×4×5, qui ne sont pas du tout comparables.
Action Priority (AIAG-VDA 2019) :
AP = High / Medium / Low selon une matrice 3D fixée par la norme
Approche plus moderne : la priorité dépend du croisement S/O/D et non d'un produit. AP=High ⇒ action obligatoire, Medium ⇒ action recommandée, Low ⇒ action optionnelle.
5. Plan d'actions et lien IATF / AIAG-VDA
L'AMDEC Process n'a de valeur que si elle débouche sur des actions concrètes et sur des moyens de surveillance permanents.
5.1 — Trois leviers d'action
Sur le procédé
Modification d'un paramètre (température, pression, vitesse), ajout d'un poka-yoke mécanique ou logique, refonte d'une opération.
Sur le contrôle
Renforcement du contrôle en ligne, mise en place du SPC (cartes de contrôle), automatisation par vision, contrôle libératoire renforcé.
Sur l'humain
Formation des opérateurs, mode opératoire renforcé, fiches de poste, sensibilisation aux conséquences clients.
5.2 — Articulation avec le plan de surveillance (control plan)
Chaque ligne de l'AMDEC qui aboutit à une action de surveillance se traduit par une ligne du plan de surveillance (control plan) : caractéristique produit ou paramètre process, méthode de mesure, fréquence, taille d'échantillon, action en cas de non-conformité, responsable. AMDEC + plan de surveillance + modes opératoires = la chaîne qualité exigée par l'IATF 16949.
5.3 — Lien avec les autres outils
- APQP : l'AMDEC Process est un livrable obligatoire des phases 3 et 4 de l'APQP automobile ;
- PPAP : son inclusion dans le dossier PPAP est exigée pour la validation client en automobile ;
- 8D : l'AMDEC Process est consultée et mise à jour systématiquement après une démarche 8D consécutive à un incident qualité ;
- SPC : les caractéristiques critiques détectées en AMDEC alimentent le plan de surveillance SPC ;
- Capabilité Cp / Cpk : les paramètres process critiques identifiés en AMDEC font l'objet d'études de capabilité spécifiques.
6. AMDEC Process, Produit, Machine : panorama d'une famille
L'AMDEC est en réalité une famille de méthodes appliquées à des objets différents. Les trois grandes branches industrielles sont :
Profils comparés des trois grandes AMDEC industrielles sur six critères qualitatifs (5 = très adapté, 1 = peu adapté).
| AMDEC | Objet d'analyse | Pilote / sortie |
|---|---|---|
| Produit (Design FMEA) | Conception d'un produit, fonctions, interfaces, choix techniques | R&D / Bureau d'études → spécifications, modifications de conception |
| Process (Process FMEA) | Étapes du procédé de fabrication / assemblage | Qualité / Méthodes → plan de surveillance, poka-yoke, modes opératoires |
| Machine (Equipment FMEA) | Équipements, machines, installations | Maintenance / Ingénierie → plan de maintenance préventive |
| Service / Système | Processus de service ou système global (logistique, SI) | Direction / SI / Logistique → procédures, redondance, plans de secours |
En pratique, sur un projet industriel complet, on mène les trois en parallèle sur des périmètres complémentaires : Design FMEA pendant la conception, Process FMEA pendant l'industrialisation, Equipment FMEA pendant la mise en place de la maintenance. Les sorties s'enrichissent mutuellement (un défaut conception identifié peut justifier un poka-yoke process ; un mode défaillant équipement peut influencer un point de contrôle process).
Conclusion : la sœur qualité de l'AMDEC Machine
L'AMDEC Process est l'outil naturel de la qualité industrielle quand on veut sécuriser un procédé de fabrication avant le démarrage série. Là où l'AMDEC Machine vise la disponibilité de l'équipement, l'AMDEC Process vise la conformité du produit. Les deux partagent la même grammaire (modes / effets / causes / cotation / actions) mais s'articulent sur des sorties opérationnelles différentes : plan de maintenance d'un côté, plan de surveillance de l'autre.
Pour les industries certifiées (IATF 16949, EN 9100, ISO 13485), l'AMDEC Process n'est ni une option ni une bonne pratique : c'est une exigence réglementaire documentée et auditée. Les pénalités d'un audit raté ou d'un PPAP refusé peuvent peser plusieurs centaines de milliers d'euros. Bien menée, en équipe pluridisciplinaire, avec un facilitateur compétent et une mise à jour régulière, elle reste l'un des outils les plus puissants de la maîtrise des risques industriels — et l'un des moins coûteux à déployer.