Une voiture moderne, c'est environ 30 000 pièces assemblées en quelques heures sur des lignes synchronisées au dixième de seconde.
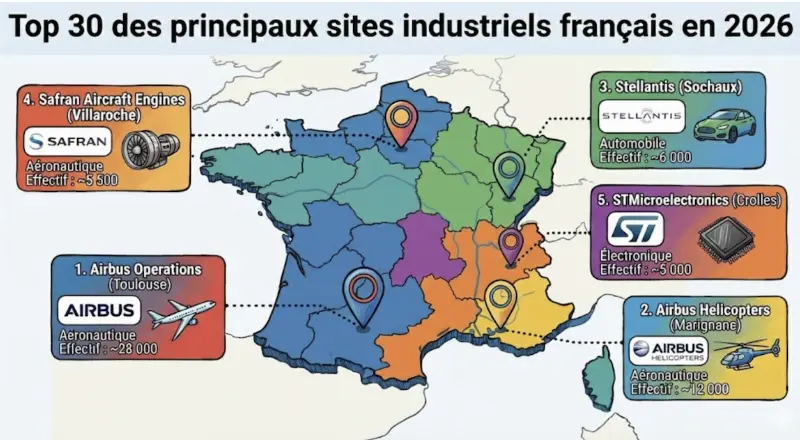
Derrière chaque véhicule sorti d'une usine française — qu'il s'agisse d'une Peugeot 3008 à Sochaux, d'une Renault Mégane E-Tech à Douai ou d'une Toyota Yaris à Valenciennes — se cache un enchaînement industriel rigoureux : emboutissage, ferrage, peinture, montage final.
Quatre ateliers, des températures qui vont de 20 °C à plus de 180 °C, des robots qui pèsent plusieurs tonnes, et près de 4 000 points de soudure par caisse en blanc.
Décryptage des grandes étapes, des métiers qui les font tourner et des transformations majeures à l'œuvre en 2026 avec l'arrivée massive du véhicule électrique et des gigafactories.
1. Vue d'ensemble : les quatre ateliers d'une usine automobile
Une usine d'assemblage automobile — qu'on parle de l'usine Stellantis de Sochaux (3008, 5008), de Renault Douai (Mégane E-Tech, Scénic E-Tech) ou de Toyota Valenciennes (Yaris) — repose toujours sur le même séquencement. Quatre ateliers principaux, alimentés en parallèle par des sous-assemblages stratégiques (moteur, batterie, sièges, planche de bord).
Selon la Plateforme Automobile (PFA), la filière automobile française emploie environ 400 000 salariés directs chez les constructeurs et les équipementiers, répartis dans une vingtaine de sites d'assemblage. Le séquencement industriel y est étonnamment stable depuis des décennies, même si chaque atelier a vu sa robotisation s'intensifier.
| Atelier | Température type | Principaux risques | Postes représentatifs |
|---|---|---|---|
| Emboutissage | 20-25 °C | Écrasement, projection d'éclats, bruit (> 85 dB) | Régleur presses, opérateur emboutissage |
| Ferrage | 25-40 °C (à proximité des robots) | Brûlures, rayonnement UV soudage, fumées métalliques | Technicien soudure robotisée, automaticien, contrôleur dimensionnel |
| Peinture | 60-180 °C (fours) | COV, ATEX, allergies isocyanates, bruit | Opérateur peinture, technicien procédés, agent HSE |
| Montage final | 20-22 °C | TMS, postures contraignantes, gestes répétitifs | Monteur, opérateur ligne, agent qualité, team leader, chef d'UAP |
En parallèle de ces quatre ateliers « caisse », plusieurs ateliers de sous-assemblage alimentent la ligne finale en flux synchrone : groupe motopropulseur (GMP), pack batterie pour les véhicules électrifiés, planches de bord, sièges, modules de portes. Ces sous-ensembles sont souvent fournis par des équipementiers de rang 1 (Tier 1) tels que Forvia (ex-Faurecia), Valeo, Plastic Omnium ou Michelin.
2. Emboutissage : la mise en forme des tôles
L'emboutissage est la première étape de la chaîne. Des bobines d'acier (parfois d'aluminium pour les pièces de carrosserie haut de gamme) sont déroulées, mises à plat, puis découpées en « flans » avant d'être déformées par compression entre une matrice et un poinçon.
Les presses utilisées dans l'industrie automobile française développent des efforts allant de plusieurs centaines à plusieurs milliers de tonnes. Les lignes de presses « tandem » récentes (chez Stellantis ou Renault) atteignent fréquemment 15 à 25 pièces par minute, avec un transfert entièrement automatisé.
Quelles pièces sortent de l'emboutissage ?
L'atelier produit l'essentiel des pièces de carrosserie visibles et structurelles : capot, portes, ailes, pavillon (toit), hayon, planchers, traverses, longerons. Sur un véhicule, on compte typiquement entre 300 et 500 pièces embouties différentes, regroupant pièces externes (peau) et internes (structure).
Régleur sur presses
Prépare l'outillage, ajuste les paramètres de course, surveille les premières pièces, intervient en cas de rebut. Niveau Bac pro / BTS, salaire d'entrée autour de 2 100 à 2 500 € bruts/mois selon expérience (source : grilles UIMM).
Opérateur d'emboutissage
Conduit la ligne, alimente en flans, contrôle visuellement les pièces en sortie, déclenche les arrêts en cas de défaut. Polyvalence avec maintenance de 1er niveau souvent attendue.
L'écrasement reste également un risque structurant. L'INRS recommande dans la brochure ED 6068 des dispositifs de protection à double commande, des barrières immatérielles et des consignations strictes lors des interventions de maintenance.
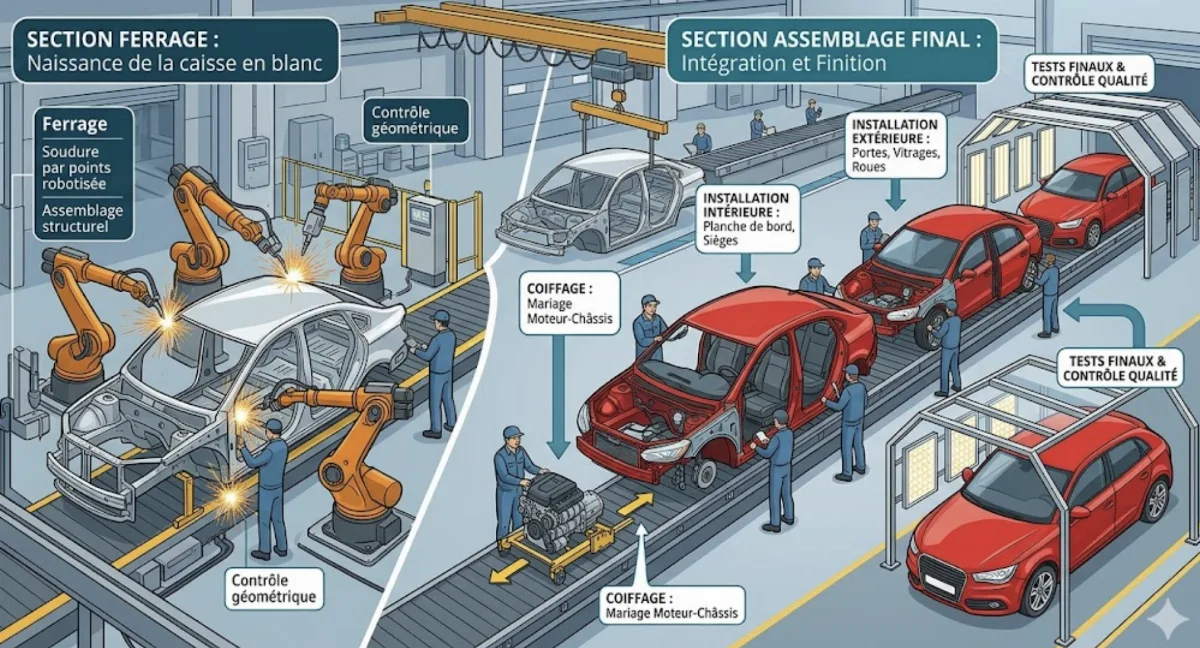
3. Ferrage (Body in White) : l'assemblage de la caisse en blanc
Le ferrage, ou Body in White (BIW) dans le jargon international, est probablement l'atelier le plus impressionnant à visiter. Des dizaines — parfois plusieurs centaines — de robots six axes de marques ABB, KUKA ou Fanuc y assemblent les pièces embouties pour former la caisse en blanc : la structure du véhicule, sans peinture, sans portes finalisées, sans aucune garniture.
La technique d'assemblage dominante est la soudure par points par résistance (resistance spot welding). Selon les segments et les architectures, une caisse en blanc reçoit typiquement 3 000 à 5 000 points de soudure, complétés par du soudage laser, du rivetage auto-perforant et du collage structurel — ce dernier ayant pris une place croissante avec la généralisation des aciers à très haute limite élastique (THLE) et des assemblages multi-matériaux.
Nombre indicatif de points de soudure par caisse en blanc selon le segment du véhicule. Données indicatives issues de retours d'expérience constructeurs et publications techniques filière.
Les métiers du ferrage
Technicien soudure robotisée
Programme, ajuste et entretient les cellules de soudage. Maîtrise des paramètres d'intensité, de durée et de force d'électrode.
Automaticien
Pilote les automates programmables, les robots et les superviseurs SCADA de l'atelier. Métier fortement en tension dans la filière selon l'UIMM.
Contrôleur dimensionnel
Mesure la géométrie de la caisse en blanc avec des bras de mesure ou des cellules optiques, vérifie la conformité aux gabarits.
Les contrôleurs dimensionnels jouent un rôle clé : un écart de quelques dixièmes de millimètres sur la caisse en blanc se traduira par des jeux de portes mal ajustés, des fuites d'air ou des bruits parasites en bout de chaîne. C'est aussi à ce stade que les échantillons de capabilité sont produits pour valider une nouvelle référence avant le démarrage série.
4. Peinture : cataphorèse, apprêt, base couleur, vernis
L'atelier peinture est sans doute le plus technique et le plus encadré d'une usine d'assemblage. La caisse en blanc y subit une succession de bains, de pulvérisations et de cuissons en four, avec des contraintes lourdes en matière d'hygiène (poussières), de procédés (température, humidité, débit d'air) et de sécurité (COV, ATEX).
Le procédé standard combine quatre grandes étapes : cataphorèse (immersion électrolytique de la caisse dans un bain de peinture anti-corrosion), apprêt (couche d'adhérence et nivellement), base couleur (la teinte visible), et vernis (protection brillance, rayures, UV). Chaque étape se termine par un passage en four à des températures comprises entre 140 °C et 180 °C selon les couches.
Risques HSE : COV et ATEX au cœur des préoccupations
Les peintures appliquées contiennent des composés organiques volatils (COV), des solvants et parfois des isocyanates dans les vernis polyuréthane. L'arrêté du 2 février 1998 et la directive européenne 2004/42/CE encadrent strictement les rejets de COV à l'atmosphère.
En interne, les cabines sont sous flux d'air filtré descendant, les opérateurs portent des combinaisons étanches et des masques à adduction d'air, et les zones sont classées ATEX (atmosphères explosives, Décret n° 2002-1553 et Art. R. 4227-42 à R. 4227-54 du Code du travail).
Les métiers de la peinture
- Opérateur peinture : conduite des cabines, gestion des changements de teintes, contrôle visuel des défauts (poussières, coulures, peau d'orange).
- Technicien procédés peinture : pilotage des paramètres physico-chimiques (viscosité, conductivité du bain de cataphorèse, courbes de four).
- Agent HSE atelier peinture : suivi des mesures d'exposition (COV, isocyanates), vérification des classements ATEX, gestion des rejets et déchets.
- Retoucheur : reprise manuelle des défauts ponctuels, métier exigeant un haut niveau de minutie.
5. Trim & Final Assembly : le montage final rythmé au takt time
Une fois la caisse peinte, séchée et stockée temporairement, elle entre dans l'atelier de montage final (souvent appelé Trim & Final Assembly, ou TCM dans certains constructeurs). C'est là que tout converge : sièges, planches de bord, câblage, vitrage, groupes motopropulseurs, packs batteries, roues, optiques.
La ligne est segmentée en 200 à 400 postes selon l'usine, chaque poste réalisant une opération précise dans un takt time typique de 50 à 80 secondes. À ce rythme, une usine peut sortir 500 à 1 200 véhicules par jour (sur 2 ou 3 équipes).
Le « marriage » : moment clé de la ligne
L'opération la plus emblématique du montage final est le marriage (ou « mariage » en français) : la caisse, descendue depuis un convoyeur aérien, est mise en correspondance avec le groupe motopropulseur (moteur + boîte) ou, sur véhicule électrique, avec le pack batterie qui constitue le plancher technique. Une fois boulonnée, la voiture commence à ressembler à un véhicule complet.
Avant le marriage, le câblage électrique a déjà été déroulé dans la caisse, les sièges et la planche de bord sont assemblés en flux synchrone (livrés depuis un fournisseur à quelques kilomètres ou directement intégrés au site), les vitres sont collées au polyuréthane.
Les métiers de la ligne finale
Monteur / opérateur de ligne
Exécute les opérations standardisées (boulonnage couple contrôlé, clip, branchement). Polyvalence sur 3 à 5 postes attendue. Salaire d'entrée généralement proche du SMIC + primes d'équipe.
Agent qualité
Audite les véhicules en bout de ligne, déclenche les retouches, alimente les boucles d'amélioration continue (Kaizen, QRQC).
Team leader / chef d'équipe
Anime une dizaine d'opérateurs, gère les remplacements, escalade les défauts. Premier maillon du management de proximité.
Chef d'UAP (Unité Autonome de Production)
Pilote une portion de ligne (50 à 100 personnes), responsable des indicateurs sécurité, qualité, coût, délai, motivation.
L'intérim représente une part significative des effectifs de montage final, en particulier lors des ramp-up de nouveaux modèles. Les agences spécialisées (Adecco Industrie, Manpower, Crit) sont systématiquement présentes sur site dans les grandes usines françaises.
6. Évolutions 2026 : électrique, gigafactories et cobots
L'industrie automobile française est en pleine recomposition. La bascule vers le véhicule électrique transforme à la fois la cartographie des sites, les compétences demandées et la structure même des ateliers.
Suppression progressive de la ligne « moteur thermique »
Sur un véhicule électrique, il n'y a plus de moteur à pistons, plus de boîte multi-rapports complexe, plus de système d'échappement. La ligne d'assemblage du groupe motopropulseur (GMP) thermique disparaît au profit d'une ligne d'assemblage de packs batteries et de moteurs électriques bien plus compacte. Les compétences mécaniques traditionnelles (rectification, ajustage, calage de soupapes) cèdent du terrain aux compétences électrotechniques et batteries.
L'essor des gigafactories en France
La France s'est dotée — ou est en train de se doter — de plusieurs gigafactories de cellules de batteries, indispensables à l'autonomie industrielle européenne :
- ACC (Automotive Cells Company) à Douvrin (Hauts-de-France) — coentreprise Stellantis / Mercedes / TotalEnergies, démarrage progressif depuis 2023.
- Verkor à Dunkerque — partenaire de Renault, focus sur cellules NMC haute performance.
- ProLogium à Dunkerque — projet sur la technologie de batterie « solid-state » (électrolyte solide).
- AESC / Envision à Douai — partenaire historique de Renault et Nissan.
Ces projets représentent plusieurs milliers d'emplois directs annoncés sur la « Vallée de la Batterie » des Hauts-de-France, avec des métiers nouveaux : opérateur cellule batterie, technicien électrochimie, ingénieur procédés batteries.
Cobots, AGV et assistance numérique à l'opérateur
Sur la ligne elle-même, trois technologies montent en puissance :
- Cobots (robots collaboratifs) : conçus pour travailler aux côtés des opérateurs sans cage de sécurité, ils sont déployés sur les opérations de vissage en hauteur, de pose de joints ou d'inspection. Norme de référence : ISO/TS 15066.
- AGV / AMR (véhicules à guidage automatique / robots mobiles autonomes) : remplacent les chariots tractés pour les approvisionnements bord de ligne.
- Réalité augmentée et picking guidé : lunettes AR, écrans tactiles aux postes, pick-to-light. Réduit les erreurs de montage et accélère la formation des nouveaux opérateurs.
Conclusion : une chaîne ultra-coordonnée, des métiers en pleine mutation
De l'emboutissage au marriage final, l'assemblage d'une voiture en France reste un exercice d'extrême synchronisation : presses de plusieurs milliers de tonnes, milliers de points de soudure, fours à 180 °C et ligne au takt time inférieur à 90 secondes — tout doit s'enchaîner sans rupture.
À l'horizon 2026-2030, la combinaison du véhicule électrique, des gigafactories et de l'automatisation collaborative redessine les compétences attendues. Les métiers de la maintenance industrielle, de l'automatisme, de l'électrochimie et du pilotage de procédés sont déjà en tension selon les observatoires UIMM et PFA. Pour les salariés en poste, l'enjeu sera l'adaptation continue ; pour les employeurs, la capacité à former et à fidéliser dans une filière où la concurrence internationale reste vive.