Dans l'univers de la construction métallique, une soudure n'est jamais "juste" un cordon de métal. C'est le garant invisible de la sécurité des ouvrages et des personnes. Mais comment distinguer une imperfection acceptable d'un défaut critique ? Grâce à la norme EN ISO 5817, les professionnels disposent d'un étalon de mesure universel. Que vous soyez ingénieur, soudeur ou inspecteur, maîtriser les nuances entre les niveaux B, C et D est indispensable pour garantir l'intégrité structurelle tout en optimisant vos coûts de production.
Au-delà du cordon : Pourquoi l'ISO 5817 est le langage universel de vos chantiers
Le soudage par fusion est un procédé complexe où la physique des matériaux rencontre l'habileté manuelle. Inévitablement, des discontinuités apparaissent. La norme EN ISO 5817 intervient alors comme l'arbitre technique : elle ne cherche pas la perfection esthétique, mais évalue l'aptitude à l'emploi (fitness-for-purpose).
Périmètre d'application : L'ISO 5817 s'applique aux aciers, nickel, titane et leurs alliages pour des épaisseurs supérieures ou égales à 0,5 mm. Elle couvre tous les types de soudures (bout à bout, angle, piquage) réalisées par les procédés de fusion classiques.
Cette norme crée un pont indispensable entre le bureau d'études, qui définit les contraintes de calcul, et l'atelier, qui réalise l'assemblage. Sans elle, la notion de "qualité" resterait subjective. Elle est intrinsèquement liée à la norme ISO 6520-1, qui classifie les défauts par codes numériques, assurant une traçabilité sans faille lors des contrôles non destructifs (END).
Bon à savoir
L'ISO 5817 n'est pas une norme de contrôle (elle ne vous dit pas comment inspecter), mais une norme d'acceptation (elle vous dit quoi accepter une fois le défaut détecté par visuel, radio ou ultrasons).
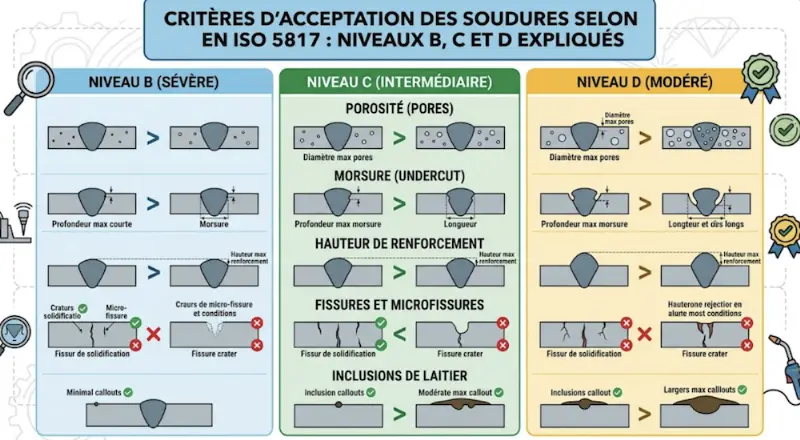
B, C ou D : Comment choisir le bon niveau d'exigence sans exploser vos coûts
L'erreur la plus fréquente en conception est de penser que "plus c'est sévère, mieux c'est". En réalité, spécifier systématiquement un niveau B là où un niveau C suffirait peut doubler vos temps de soudage et vos coûts de contrôle. Le choix du niveau est un arbitrage technico-économique crucial.
Niveau B
Qualité supérieure réservée aux structures critiques. Les tolérances sont extrêmement fines.
- Applications : Nucléaire, aéronautique, ponts (EXC3/EXC4).
- Contraintes : Fatigue extrême, cycles vibratoires.
- Défauts : Tolérance quasi nulle (ex: caniveau ≤ 0,5 mm).
Niveau C
La référence industrielle. Idéal pour la majorité des constructions métalliques générales.
- Applications : Charpente bâtiment (EXC2), machines-outils.
- Contraintes : Charges statiques et dynamiques moyennes.
- Défauts : Équilibre entre robustesse et coût.
Niveau D
Qualité élémentaire. Les imperfections sont acceptées tant qu'elles ne compromettent pas la résistance de base.
- Applications : Mobilier urbain, serrurerie, hangars agricoles.
- Contraintes : Sollicitations statiques faibles.
- Défauts : Tolérances larges, réduction des rebuts.
Attention au surcoût invisible
Passer du niveau C au niveau B peut augmenter le taux de réparation de 15% à 40%. Cela implique plus de meulage et de reprises qui peuvent fragiliser thermiquement la zone.
Décoder le jargon : Maîtriser les symboles et la règle des imperfections multiples
Pour appliquer l'ISO 5817, il ne suffit pas d'observer ; il faut mesurer. La norme s'appuie sur une métrologie rigoureuse où chaque dimension est rapportée à la géométrie de l'assemblage. Comprendre ces variables est la première étape pour transformer un constat visuel en une décision de conformité mathématique.
Les variables clés du calcul
La plupart des limites d'acceptation ne sont pas des valeurs fixes, mais des fonctions de l'épaisseur des pièces. Voici les symboles fondamentaux que vous retrouverez dans les tableaux de la norme :
| Symbole | Définition technique | Usage concret |
|---|---|---|
| t | Épaisseur nominale du matériau | Base de calcul pour les défauts dans les joints bout à bout. |
| a | Épaisseur de gorge nominale | Dimension théorique de la soudure d'angle (hauteur du triangle inscrit). |
| s | Épaisseur nominale de soudure | Référence pour les joints à pleine pénétration. |
| h | Dimension de l'imperfection | La hauteur ou profondeur mesurée du défaut (ex: profondeur d'un caniveau). |
Défauts courts vs Défauts systématiques
L'ISO 5817 introduit une nuance capitale : la répartition spatiale. Un défaut est dit "court" s'il ne dépasse pas 25 mm sur une longueur de 100 mm. La norme est souvent plus clémente avec ces derniers, car leur impact sur la section résistante est localisé. À l'inverse, une imperfection systématique (qui se répète sur tout le cordon) révèle souvent un problème de paramétrage machine ou de protection gazeuse.
La règle de "Coalescence Virtuelle"
C'est un point technique crucial : si deux défauts adjacents sont séparés par une distance inférieure à la taille du plus petit défaut, l'ISO 5817 impose de les considérer comme une seule et unique imperfection continue. Cette règle prévient le risque de propagation de fissures entre deux défauts proches.
Focus Édition 2023 : Ce qui change pour l'épaisseur de gorge réelle (aA)
La publication de la version ISO 5817:2023 apporte des ajustements majeurs pour s'adapter aux technologies de soudage modernes. Le changement le plus impactant pour les ateliers concerne l'introduction systématique de l'épaisseur de gorge réelle (aA).
a vs aA : La fin de l'imprécision
Traditionnellement, on se basait sur la gorge nominale (a), une valeur théorique. L'édition 2023 met l'accent sur la gorge réelle (aA), qui inclut la pénétration effective à la racine obtenue lors du soudage.
Pourquoi est-ce une révolution ? Cela offre une flexibilité technique accrue. Une soufflure de 2 mm est proportionnellement moins critique si la pénétration réelle a augmenté la gorge de 20 % par rapport au dessin théorique. C'est un avantage majeur pour les procédés robotisés ou laser qui garantissent une pénétration profonde.
Autres changements clés de 2023 :
- Suppression de l'Annexe B : Les informations ont été intégrées directement dans les tableaux de critères pour plus de fluidité.
- Aides visuelles : Ajout de figures illustratives pour aider l'inspecteur à juger les combinaisons de défauts complexes.
- Harmonisation : Les seuils pour les soufflures et retassures de cratère sont désormais plus précis face aux risques de fatigue.
En standardisant la mesure de la pénétration réelle, la norme assure que la décision de conformité repose sur la résistance mécanique effective du joint plutôt que sur une interprétation rigide du plan théorique.
Les défauts critiques qui ne pardonnent jamais
Si l'ISO 5817 permet une certaine souplesse sur l'aspect esthétique, elle reste inflexible sur la sécurité structurelle. Certains défauts, dits "aigus" ou "plans", sont considérés comme des amorces de rupture. Pour ces imperfections, la tolérance est de zéro, quel que soit le niveau d'exigence choisi (B, C ou D).
Le Groupe 1 : Les Fissures (Code 100)
C'est la ligne rouge absolue. Toute fissure macroscopique est strictement interdite. Pourquoi ? Parce qu'une fissure crée une concentration de contraintes théoriquement infinie à sa pointe. Sous l'effet d'une charge, elle se propagera inévitablement jusqu'à la rupture brutale de l'ouvrage.
Visualisation des Tolérances : Le Choc du "Zéro"
Ce graphique illustre la sévérité de la norme. Notez comment toutes les barres tombent à zéro pour les fissures, contrairement aux défauts volumiques (porosités) qui bénéficient d'une marge de tolérance.
Manques de fusion et de pénétration (Groupe 4)
Ces défauts surviennent lorsque le métal fondu ne "mouille" pas correctement le métal de base ou la passe précédente. Au Niveau B et C, ils sont strictement interdits. Au Niveau D, ils ne sont tolérés que s'ils sont "courts" et ne dépassent pas 25 % de l'épaisseur du joint. Ignorer un manque de fusion, c'est laisser une lame d'air au cœur de la structure, prête à s'ouvrir au moindre choc thermique ou mécanique.
Défauts de surface interdits (Niveau B)
- Fissures et fissures de cratère
- Manque de fusion (collage)
- Caniveau continu (si épaisseur < 3 mm)
- Amorçage d'arc accidentel (coup de feu)
Le cas des micro-fissures
Seules les micro-fissures visibles uniquement au microscope (grossissement ≥ 50x) peuvent être acceptées sous conditions au niveau D. Pour les niveaux supérieurs, elles restent le signe d'une mauvaise maîtrise métallurgique.
Aide-mémoire : Tableau de synthèse des tolérances pour vos contrôles visuels
Pour clore ce guide, voici un récapitulatif des seuils de tolérance pour les imperfections les plus fréquentes rencontrées lors d'un contrôle visuel (VT). Ce tableau traduit les formules de la norme en critères de décision rapides.
| Imperfection (ISO 6520-1) | Niveau D (Modéré) | Niveau C (Intermédiaire) | Niveau B (Sévère) |
|---|---|---|---|
| Caniveau continu (5011) | h ≤ 0,2t (max 1 mm) | h ≤ 0,1t (max 1 mm) | h ≤ 0,05t (max 0,5 mm) |
| Soufflure isolée (2011) | d ≤ 0,5t (max 5 mm) | d ≤ 0,4t (max 4 mm) | d ≤ 0,3t (max 3 mm) |
| Désalignement (5071) | h ≤ 0,25t (max 5 mm) | h ≤ 0,15t (max 4 mm) | h ≤ 0,1t (max 3 mm) |
| Surépaisseur (502) | h ≤ 1 + 0,25b (max 10 mm) | h ≤ 1 + 0,15b (max 7 mm) | h ≤ 1 + 0,1b (max 5 mm) |
| Fissures (100) | NON AUTORISÉ | ||
Simulateur Interactif d'Évaluation
Testez la conformité de votre soudure en temps réel selon les trois niveaux de la norme.
*Calculs simplifiés basés sur l'épaisseur t.
Verdict de conformité
Conclusion technique
L'application de l'ISO 5817 est bien plus qu'une formalité contractuelle ; c'est un engagement sur la durée de vie de vos structures. En maîtrisant les nuances entre les niveaux B, C et D, vous garantissez une qualité adaptée aux risques réels, tout en optimisant la productivité de vos ateliers. La mise à jour 2023 renforce cette précision, prouvant que dans le soudage moderne, la mesure exacte est le premier rempart contre la défaillance.


