ASME IX vs EN ISO 15614 : Le Duel des Géants du Soudage
Dans l'arène de la tuyauterie industrielle et de la pétrochimie, deux philosophies s'affrontent pour garantir l'intégrité de nos infrastructures. Voyage au cœur d'une rivalité normative historique.
Le soudage n’est pas qu'une simple fusion de métaux ; c’est une science de la précision où la sécurité des installations et des vies humaines est en jeu. Au centre de ce dispositif de sécurité se trouve la Qualification de Mode Opératoire de Soudage (QMOS). Véritable certificat de naissance technique d'un assemblage, elle prouve qu'un joint soudé possède les qualités mécaniques et métallurgiques indispensables pour son service.
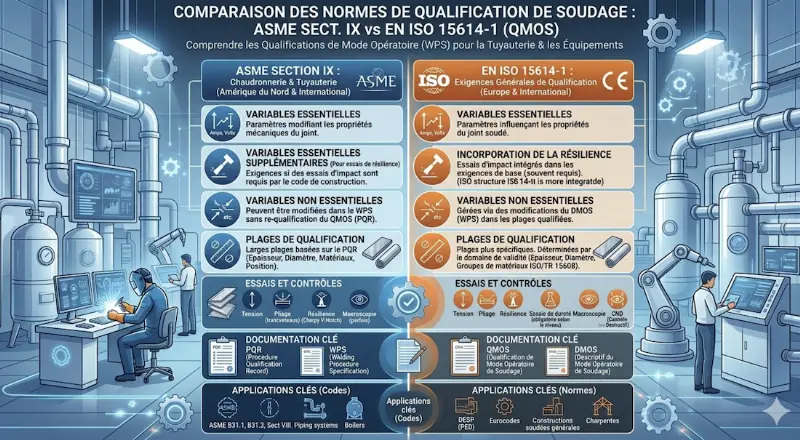
Pourtant, selon que vous travailliez pour un projet offshore au Texas ou une centrale thermique en Allemagne, les règles du jeu changent radicalement. Deux référentiels dominent l'échiquier mondial : le Code ASME Section IX, pilier pragmatique de l'ingénierie nord-américaine, et la norme EN ISO 15614-1, sentinelle rigoureuse du marché européen.
L'École ASME : Le Pragmatisme
Conçue comme un manuel autonome pour l'industrie des appareils à pression, la philosophie ASME repose sur une idée simple : la santé mécanique (soundness).
- Focalisation sur la solidité globale du joint.
- Optimisation du nombre de qualifications (flexibilité maximale).
- Validation par des essais de traction et de pliage directs.
L'École ISO : La Prescription
L'ISO 15614-1 s'inscrit dans une logique modulaire et analytique. Ici, la qualité est le résultat d'un contrôle millimétré de chaque variable.
- Contrôle strict de l'intégrité métallurgique.
- Plages de validité volontairement restreintes pour assurer la répétabilité.
- Examens microscopiques et dureté quasi-systématiques.
2017 : L'année où les lignes ont bougé
Longtemps, ces deux mondes se sont ignorés. Mais l'édition 2017 de l'ISO 15614-1 a créé une véritable onde de choc en introduisant deux niveaux de qualification :
Le Niveau 1 : Un miroir de l'ASME Section IX, permettant aux entreprises européennes d'exporter plus facilement vers les marchés américains.
Le Niveau 2 : Le standard historique européen, intransigeant, et le seul garantissant une conformité automatique avec la Directive Européenne des Équipements sous Pression (DESP).
Cette dualité offre désormais une flexibilité stratégique aux fabricants, tout en rappelant que, pour les applications critiques sur le sol européen, la rigueur de l'ISO Niveau 2 reste le "Gold Standard" indéboulonnable.
La Bataille des Matériaux : P-Numbers vs Groupes ISO
Pour éviter de multiplier les essais à chaque nouvelle nuance d'acier, les codes ont inventé le regroupement par "familles". Mais derrière cette intention de simplification se cachent deux logiques d'approvisionnement radicalement différentes.
Imaginez devoir requalifier un mode opératoire complet simplement parce que votre fournisseur a remplacé un acier S355 par un A106 Grade B. Pour un tuyauteur industriel, ce serait un cauchemar logistique et financier. C'est ici qu'interviennent les systèmes de groupement : ils permettent d'étendre la validité d'une QMOS à toute une gamme de métaux aux propriétés similaires.
L'approche ASME : Le catalogue strict des "P-Numbers"
Le Code ASME Section IX utilise le concept de P-Number (P-No). C'est un système rigide mais extrêmement sécurisant pour l'utilisateur. Chaque matériau est répertorié dans un tableau monumental (le QW/QB-422).
Le Système P-No
Si un matériau n'est pas explicitement listé dans le code, il est considéré comme "non assigné". Résultat : vous devez souvent réaliser une qualification spécifique pour ce matériau "orphelin".
L'exigence de Ténacité
Dès que le projet impose des essais de résilience, l'ASME sort son deuxième joker : le Group Number. Il divise les P-Numbers en sous-catégories basées sur la résistance aux chocs.
L'approche ISO : L'analyse chimique universelle
Contrairement à l'américain, le système européen repose sur le rapport technique ISO/TR 15608. Il ne s'agit pas d'une liste finie, mais d'une logique de classification basée sur la composition chimique et le traitement thermique.
Cette méthode est beaucoup plus flexible : même si un nouveau matériau arrive sur le marché demain, vous pouvez l'intégrer dans un groupe (1, 2, 8, etc.) en analysant simplement son certificat matière. Un gain de temps précieux pour l'innovation technologique.
Correspondances types pour la tuyauterie
| Famille de Matériau | Groupe ISO/TR 15608 | P-Number ASME IX |
|---|---|---|
| Aciers carbone (C-Mn) | 1.1, 1.2, 1.3 | P-No 1 |
| Aciers alliés Cr-Mo | 5.1, 5.2, 6.1 | P-No 4, P-No 5A/B/C |
| Inox Austénitiques (304, 316) | 8.1, 8.2 | P-No 8 |
| Aciers Duplex | 10.1, 10.2 | P-No 10H |
| Alliages de Nickel | 41 à 48 | P-No 41 à 49 |
Attention : Des nuances chimiquement proches peuvent diverger selon leur norme de fabrication (ASTM vs EN). Vérifiez toujours le P-No dans le tableau QW/QB-422.
Variables et Essais : La Rigueur face à la Simplicité
Une fois l'arc allumé, chaque paramètre compte. Mais comment l'ASME et l'ISO jugent-ils la validité d'une soudure ? Entre pragmatisme mécanique et surveillance métallurgique, le fossé est immense.
Le contrôle des paramètres : Essentiel ou pas ?
Dans le jargon du soudeur, une variable essentielle est un paramètre qui, s'il est modifié, invalide immédiatement votre qualification. C'est ici que la philosophie de chaque code s'exprime le mieux.
ASME IX : La Tripartition
L'ASME simplifie la vie de l'atelier en classant tout en trois catégories claires :
- Variables Essentielles : Touchent aux propriétés mécaniques. Un changement impose une requalification.
- Essentielles Supplémentaires : Ne deviennent critiques que si le projet exige des tests de résilience (froid).
- Non-Essentielles : Doivent être notées, mais peuvent être changées sans refaire de tests.
ISO 15614-1 : Le Domaine de Validité
L'ISO ne fait pas de distinction "souple". Pour le Niveau 2, presque tout est critique :
- Plages strictes : Chaque variable (gaz, courant, vitesse) est encadrée par une fenêtre étroite.
- Énergie de soudage : Une variation de plus de 25% de l'apport calorifique peut annuler la QMOS.
- Mode de transfert : Passer d'un arc pulvérisé à un court-circuit ? C'est une requalification d'office.
Comparatif de la Sévérité des Essais
Pourquoi une telle différence ?
Ce graphique illustre parfaitement la divergence : là où l'ASME se concentre sur les tests de traction et pliage (pour vérifier que la soudure tient), l'ISO impose systématiquement des examens macrographiques et de dureté.
L'ISO veut s'assurer qu'au microscope, la structure du métal ne présente aucune zone de fragilité cachée (ZAT), même si la pièce semble solide en apparence.
Géométrie et Thermique : Le Casse-tête des Diamètres
Pour un ingénieur soudeur en tuyauterie, la question fatidique est toujours la même : "Est-ce que ma qualification couvre ce diamètre ?" C'est ici que l'ASME et l'ISO s'affrontent de la manière la plus spectaculaire.
L'Exception ASME : La liberté totale
Dans le monde de l'ASME Section IX, le diamètre n'est pas une variable essentielle pour la qualification d'un mode opératoire (PQR). En clair : si vous soudez une plaque plane en laboratoire, vous êtes techniquement qualifié pour souder n'importe quel diamètre de tube en production.
Cette approche repose sur un postulat pragmatique : si le procédé est sain sur une géométrie, il le sera sur une autre. La difficulté liée à la courbure du tube est renvoyée à la qualification du soudeur (QS), et non à celle du mode opératoire.
L'exigence ISO : La représentativité thermique
L'ISO 15614-1 refuse cette simplification. Pour la norme européenne, un petit tube refroidit beaucoup plus vite qu'une plaque épaisse, ce qui modifie la structure du métal. Elle impose donc des plages de diamètres très strictes :
Petits Diamètres (D ≤ 25 mm)
La plage qualifiée est limitée de 0,5D à 2D. Un carcan qui oblige souvent à multiplier les essais.
Gros Diamètres (D > 25 mm)
La plage commence à 0,5D, mais avec un minimum de 25 mm requis.
La gestion des épaisseurs (t)
Comparaison des plages de validité selon l'épaisseur du coupon de test.
| Épaisseur du Coupon (t) | ASME IX (Général) | ISO 15614-1 (Niveau 2) |
|---|---|---|
| t < 1,5 mm | t à 2t | 0,7t à 1,3t (Très restrictif) |
| 3 mm ≤ t ≤ 12 mm | 1,5 mm à 2t | 0,5t (min 3mm) à 2t |
| t > 12 mm | 5 mm à 2t | 0,5t à 2t |
Le cycle thermique : Un juge de paix
Le préchauffage
L'ASME permet une baisse de température de 55°C par rapport au test. L'ISO, elle, interdit toute réduction : si vous avez qualifié à 100°C, vous ne descendrez pas à 99°C en production.
L'apport calorifique
En ISO, dépasser l'énergie de soudage de +25% invalide tout. L'ASME n'applique cette rigueur que si des essais de résilience sont exigés par le code de construction.