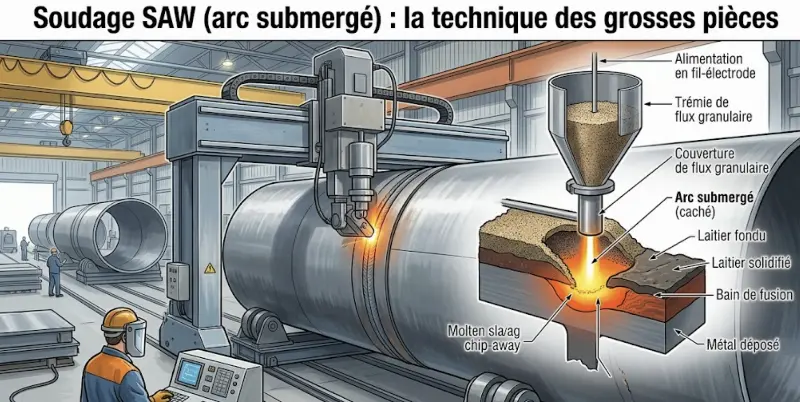
Coque de navire, virole de réacteur nucléaire, tube d'oléoduc, poutre maîtresse d'ouvrage d'art : pour assembler des pièces métalliques épaisses sur des longueurs importantes, un procédé sort du lot — le soudage à l'arc submergé, ou SAW (Submerged Arc Welding).
Inventé dans les années 1930 et industrialisé pendant la Seconde Guerre mondiale (notamment pour les Liberty Ships américains), le SAW est devenu la technique de référence pour le soudage automatisé de grosses pièces. Sa caractéristique : l'arc électrique est entièrement noyé sous une couche de flux granulé qui protège le bain de fusion, limite les projections, capte les fumées et améliore la qualité métallurgique du cordon.
Le SAW est classé sous le numéro 121 dans la nomenclature ISO 4063 des procédés de soudage. Il est encadré par les normes de qualification de mode opératoire ISO 15614, et son emploi industriel s'inscrit dans les référentiels qualité de la fabrication soudée (EN 1090, ASME, RCC-M pour le nucléaire).
Décryptage du principe, des matériels, des avantages et limites, des applications industrielles et du métier d'opérateur soudage SAW en 2026.
1. Le principe du soudage à l'arc submergé
Le SAW est un procédé de soudage à l'arc électrique avec fil-électrode fusible continu. Sa singularité tient au flux granulé qui recouvre la zone de soudage : déversé en amont de l'arc, il le recouvre intégralement et le rend invisible de l'extérieur.
Lors du soudage, une partie du flux fond et forme un laitier qui protège le bain de fusion de l'oxygène atmosphérique, capte les impuretés et façonne le profil du cordon. Le reste du flux non fondu est aspiré et recyclé en aval, ce qui réduit le gaspillage matière.
1.1 Les éléments en présence
| Élément | Rôle |
|---|---|
| Fil-électrode | Métal d'apport en bobine, déposé en continu dans le bain de fusion. Diamètres typiques : 2 à 5 mm. |
| Flux granulé | Mélange minéral déversé sur la zone de soudage. Protège, alliage, met en forme le cordon. |
| Pièce à souder | Métal de base, typiquement de forte épaisseur (à partir de 6-8 mm jusqu'à plusieurs centaines de mm). |
| Source de courant | Générateur continu (DC) ou alternatif (AC), couramment 600 à 1 500 A par tête de soudage (multi-fils possible jusqu'à plusieurs kA). |
| Système d'aspiration / recyclage | Récupère le flux non fondu pour le réutiliser. Améliore l'économie et la propreté du procédé. |
2. Avantages et limites du procédé
Le SAW n'est pas adapté à tous les usages, mais quand il est dans son périmètre, il fait peu de concessions à la productivité et à la qualité métallurgique.
Avantages
- • Très haute productivité : taux de dépôt jusqu''à 20-30 kg/h en mono-fil, davantage en multi-fils.
- • Pénétration profonde : souder en une ou deux passes ce qui en demande une dizaine en MIG/MAG.
- • Qualité métallurgique élevée du cordon, peu de défauts internes.
- • Pas de projections, ambiance de travail plus propre.
- • Pas de rayonnement visible direct (arc noyé sous le flux).
- • Automatisation native, adapté aux longs cordons rectilignes ou circulaires.
Limites
- • Positions limitées : surtout à plat (PA, PB), corniche difficile, plafond exclu.
- • Pas de visibilité directe sur l''arc et le bain.
- • Matériel encombrant, peu adapté aux interventions sur site exigu.
- • Investissement initial élevé (poste + automatisme + supports rotatifs ou linéaires).
- • Gestion des consommables : flux à conserver au sec, à recycler proprement.
- • Inadapté aux faibles épaisseurs (< 5-6 mm) et aux pièces complexes.
Le SAW est essentiellement un procédé d'atelier ou de chantier organisé, mis en œuvre sur des installations qui combinent un positionneur (rouleurs virolés, tables tournantes, vireurs de coques) et une tête de soudage automatisée avec déplacement contrôlé. Il n'est pas un procédé de soudage portable.
3. Matériel : poste, fil, flux, automatisation
Une installation SAW industrielle se compose de quatre grands sous-ensembles, qui se déclinent selon les pièces à souder.
3.1 La source de courant
Les sources SAW délivrent classiquement 600 à 1 500 A en courant continu (DC) ou alternatif (AC). Les installations multi-fils, qui pilotent simultanément deux à six fils dans un même bain, atteignent plusieurs milliers d'ampères cumulés. Le DC est privilégié pour la pénétration et la stabilité, l'AC pour limiter le soufflage magnétique.
3.2 Le fil et le flux : un binôme indissociable
Le couple fil + flux est défini comme un système métallurgique cohérent. Les fils sont normalisés (notamment par l'ISO 14171) selon leur composition chimique. Les flux le sont par l'ISO 14174, qui distingue plusieurs familles (acides, basiques, fluoro-basiques) selon leur impact sur la résilience et la propreté du métal déposé.
Le choix d'un binôme dépend du métal de base (acier de construction, acier faiblement allié, acier inoxydable austénitique, acier duplex, nickel), de la sévérité de service (basse température, milieu corrosif, fatigue) et des exigences contractuelles (cahier des charges client, codes ASME, RCC-M).
3.3 L'automatisation
Le SAW se prête particulièrement bien à l'automatisation : portiques, colonnes-flèches, tables tournantes, vireurs, rouleurs de virole. Les sites les plus modernes intègrent des systèmes de suivi de joint (laser, vision artificielle) et des contrôles non destructifs en ligne (radiographie inline, ultrasons phased array).
4. Les secteurs industriels qui l'utilisent
Le SAW intervient à chaque fois qu'il faut souder des pièces épaisses sur de grandes longueurs ou circonférences. Les secteurs d'application sont concentrés sur quelques filières lourdes.
Construction navale
Assemblage de tôles fortes pour coques de cargos, navires militaires, paquebots. Le SAW est l''un des procédés historiques du secteur, notamment chez les Chantiers de l''Atlantique (Saint-Nazaire) et leurs équivalents européens.
Tubes & pipelines
Soudage longitudinal des tubes de grand diamètre (transport de gaz, hydrocarbures, eau). Procédé indispensable des tubistes de référence (Vallourec et autres acteurs européens).
Nucléaire
Soudage des viroles, générateurs de vapeur, cuves de réacteur. Très fortes exigences (code RCC-M en France, ASME III aux États-Unis), qualifications opérateurs spécifiques.
Éolien offshore
Mâts tubulaires en virolés, monopiles d''ancrage, structures jacket. Cordons de plusieurs mètres en SAW automatisé, parfois en multi-fils pour augmenter la cadence.
Ouvrages d''art & charpente lourde
Poutres maîtresses de ponts, charpentes d''édifices industriels, mâts de grandes hauteurs. Marché EN 1090 (exécution des structures en acier et aluminium).
Chaudronnerie & chimie
Capacités sous pression, échangeurs, colonnes de distillation. Code CODAP en France, code ASME VIII pour l''export, fortes exigences sur les contrôles non destructifs.
5. Qualification, normes et certifications
Souder en SAW dans un cadre industriel suppose deux niveaux de qualification : celle du mode opératoire (la recette de soudage validée) et celle de l'opérateur qui la met en œuvre.
5.1 Qualification du mode opératoire (DMOS / QMOS)
La norme ISO 15614-1 définit les essais à effectuer pour valider un mode opératoire de soudage à l'arc des aciers et nickels. Pour les inox austénitiques, l'ISO 15614-7 ; pour l'aluminium, l'ISO 15614-2. Les essais combinent contrôles non destructifs (radiographie, ultrasons, ressuage) et essais destructifs (traction, pliage, choc, dureté, macrographie).
Le document final, le QMOS (Qualification de Mode Opératoire de Soudage), définit le domaine de validité : matériau, épaisseur, position, type de joint, consommables, paramètres électriques.
5.2 Qualification de l'opérateur SAW
L'opérateur ou welding operator chargé de mettre en œuvre un mode opératoire qualifié est lui-même qualifié selon l'ISO 14732 (procédés mécanisés et automatiques). Pour les soudeurs en SAW manuel ou semi-automatique, l'ISO 9606-1 s'applique.
5.3 Le rôle de l'IWE / IWT / IWS
Les sites soumis à EN 1090, ISO 3834 ou aux codes de chaudronnerie nucléaire (RCC-M) doivent disposer d'un coordonnateur en soudage qualifié selon l'IIW (International Institute of Welding) : IWE (Engineer), IWT (Technologist) ou IWS (Specialist). C'est le garant technique de la chaîne qualité soudage.
6. Le métier d'opérateur SAW et ses débouchés
L'opérateur de soudage SAW n'est pas un soudeur au sens classique : son métier est celui de conducteur de machine de soudage automatisé. Il prépare, règle, surveille et contrôle, mais ne dépose pas la matière à la main.
6.1 Missions principales
- Préparation : positionnement de la pièce, vérification de la propreté du chanfrein, montage du fil, chargement du flux ;
- Réglage : paramétrage de la machine selon le DMOS qualifié (intensité, tension, vitesse fil et avance, profondeur de flux) ;
- Soudage : démarrage de l'arc, surveillance des consignes en cours, ajustements ;
- Contrôle visuel : retrait du laitier, inspection du cordon, mesures dimensionnelles ;
- Traçabilité : carnet de soudage, identification des pièces, enregistrement des paramètres réels.
6.2 Salaires indicatifs 2026
| Poste | Salaire brut annuel (ordre de grandeur) |
|---|---|
| Opérateur SAW débutant | ~ 26-30 k€ |
| Opérateur SAW expérimenté | ~ 30-38 k€ |
| Régleur / chef d'équipe soudage | ~ 36-46 k€ |
| Coordonnateur soudage (IWT/IWS) | ~ 42-55 k€ |
| Coordonnateur senior / IWE | ~ 55-75 k€ et plus |
Les primes de poste (3×8/5×8), d'astreinte, de déplacement (notamment sur grands chantiers ou interventions en chaudronnerie nucléaire) ajoutent fréquemment 15 à 25 % au salaire de base. La convention collective applicable est généralement celle de la Métallurgie.
6.3 Formations recommandées
| Niveau | Voies d'accès |
|---|---|
| CAP / Bac pro | CAP Réalisations industrielles en chaudronnerie soudure ; Bac pro Technicien en chaudronnerie industrielle ; Bac pro TFCA (Technicien en Fabrication Chaudronnée et Aéronautique). |
| Bac+2 | BTS Conception et Réalisation en Chaudronnerie Industrielle (CRCI) ; BTS Métiers de la Mode et du Cuir option soudure dans certains lycées ; certifications IIW (IWS) en formation continue. |
| Bac+3 et plus | Licence pro Soudage ; Bac+5 ingénieur soudeur via ITech Lyon, Cetim, Institut de Soudure ; certifications IIW (IWT, IWE). |
Conclusion : un procédé incontournable de la chaudronnerie lourde
Le soudage à l'arc submergé concentre l'essentiel des assemblages lourds, longs et de haute intégrité de l'industrie française : coques de navires, viroles nucléaires, tubes de grand diamètre, mâts d'éoliennes offshore, charpentes d'ouvrages d'art. Aucun procédé ne peut le remplacer aujourd'hui sur son périmètre.
Pour les jeunes en orientation et les actifs en reconversion, c'est un métier à fort débouché, dans des entreprises industrielles structurées. La formation passe par une qualification soudage solide (CAP, Bac pro, BTS CRCI, certifications IIW) et un goût pour les procédés automatisés. La pyramide des âges et la tension de recrutement structurelle dessinent un marché du travail favorable pour la décennie 2030, dans plusieurs régions à tradition industrielle.