Derrière chaque tissu coloré se cache un métier méconnu et exigeant : celui de teinturier industriel, au cœur de la filière ennoblissement textile.
Si la France a perdu une part majeure de son industrie textile depuis les années 1980, il subsiste un tissu de PME spécialisées — laine, soie, textiles techniques, militaires — réparties à Roubaix-Tourcoing, Lyon, Mulhouse, dans les Vosges et le Cholet.
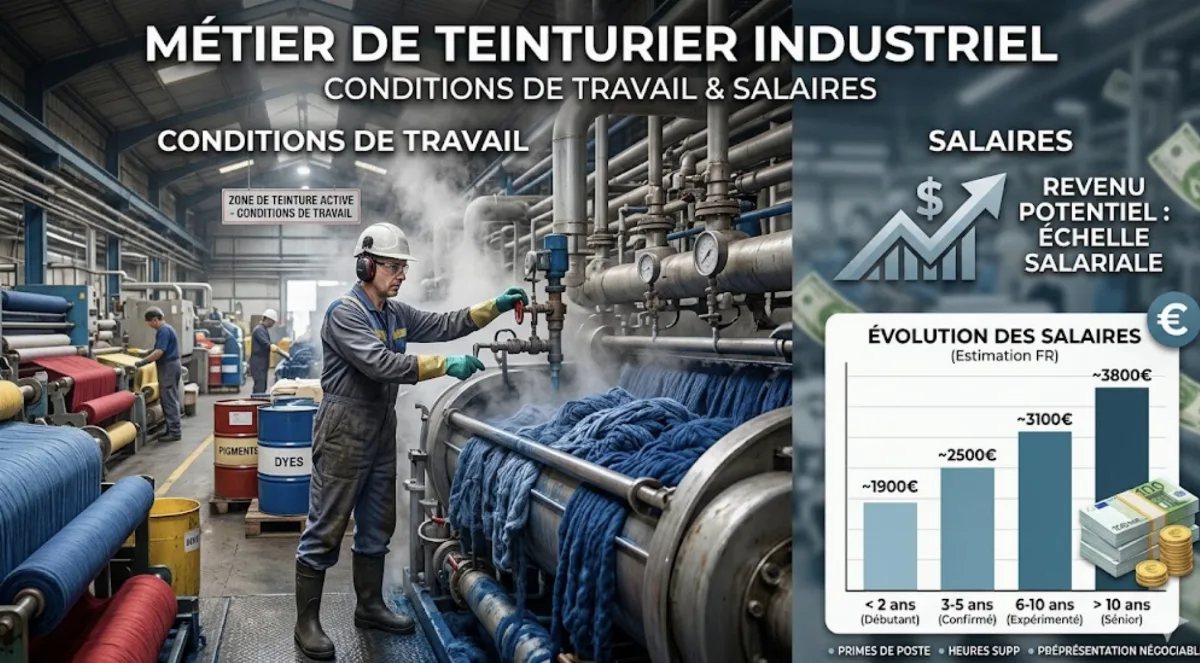
Le métier reste pénible : chaleur (bains à 60-130 °C), humidité, exposition à des colorants et auxiliaires chimiques strictement encadrés par REACH, travail posté en 2x8 ou 3x8.
Tour d'horizon des procédés, des risques HSE, des métiers et des salaires d'une filière en pleine recomposition autour de la relocalisation et de l'écoconception.
1. Qu'est-ce que la teinture industrielle textile ?
La teinture est l'étape la plus emblématique de l'ennoblissement textile, c'est-à-dire de l'ensemble des opérations qui confèrent au tissu ses propriétés finales — couleur, toucher, comportement à l'usage. Elle s'inscrit dans une chaîne classique : prétraitement (désencollage, blanchiment) → teinture → impression → apprêt chimique ou mécanique → finition.
Le procédé dépend fortement de la nature de la fibre. Chaque famille de fibres possède une affinité chimique propre, qui détermine le type de colorants utilisables et les conditions opératoires (température, pH, agents auxiliaires).
| Fibre | Famille de colorants | Particularités |
|---|---|---|
| Coton | Réactifs, directs, de cuve | Bain alcalin, forte consommation d'eau |
| Polyester | Dispersés | Autoclave à 130 °C sous pression |
| Laine | Acides, prémétallisés | Bain acide (pH 4-5), température 95-98 °C |
| Polyamide (nylon) | Acides, métallifères | Sensibilité aux différences de teinte |
| Élasthanne | Dispersés modifiés | Souvent en mélange — co-teinture délicate |
| Viscose / Lyocell | Réactifs, directs | Proches du coton, sensibilité à l'alcalin |
En pratique, la teinture peut être réalisée à différents stades de transformation du textile : en bourre (fibre brute avant filature), en fil, en fil tendu (sur ensouple) ou plus couramment en pièce (tissu déjà constitué). Sur la pièce, on utilise notamment le foulardage, les jiggers et les jets.
On distingue enfin la teinture discontinue (par bain, en autoclave ou en jet, charge par charge) et la teinture continue (foulardage en ligne avec thermosolage), plus rapide mais réservée aux gros tirages. La filière française est rattachée à la convention collective Industrie Textile (IDCC 18) et s'inscrit dans le périmètre TLPC (Textile, Lin, Plumes, Cuirs) suivi par l'OPCO 2i.
2. État de la filière française en 2026
L'ennoblissement français a connu un recul historique depuis les années 1980, conséquence directe des délocalisations massives vers l'Asie — Inde, Bangladesh, Turquie, Chine, Pakistan — pays bénéficiant de coûts de main-d'œuvre, d'énergie et d'eau bien plus faibles, et de réglementations environnementales longtemps moins strictes.
Il subsiste cependant un tissu de PME spécialisées, souvent familiales, parfois centenaires. Selon l'Union des Industries Textiles (UIT) et l'OPCO 2i, on compte aujourd'hui une soixantaine à quatre-vingts ennoblisseurs sur le territoire, employant de l'ordre de 2 500 à 3 500 salariés directs selon les périmètres retenus.
Effectifs salariés de l'industrie textile française — ordres de grandeur indicatifs (sources Insee, UIT, OPCO 2i). La chute s'observe principalement entre 1980 et 2010, suivie d'une stabilisation et d'un léger redémarrage lié aux textiles techniques et à la relocalisation.
Géographiquement, la teinturerie française reste concentrée sur quelques bassins historiques : Roubaix-Tourcoing (laine, lin), Lyon-Roanne (soie, technique), Mulhouse (impression, indiennes), les Vosges (lainages, blanc), Castres-Mazamet (lainages, militaire) et Cholet. On peut citer parmi les acteurs représentatifs Manufacture de Roubaix-Tourcoing, Sotextho, Emanuel Lang, Lemahieu, Velcorex, Brun de Vian-Tiran, Olympia, Chamatex, Tissages de Charlieu, Tenthorey ou encore Brochier Soieries.
La relocalisation partielle observée depuis 2015 concerne surtout les textiles techniques, le militaire, la sécurité, le médical et le luxe — autant de marchés où la traçabilité, la qualité et la conformité REACH justifient une production européenne.
3. Procédés majeurs et équipements
Les ateliers de teinture s'articulent autour de quelques familles d'équipements structurantes. Chacune correspond à un type de support textile, à un volume de production et à une intensité de coloration recherchée.
| Procédé | Équipement type | Fibres concernées | Particularités |
|---|---|---|---|
| Jets | Machines fermées sous pression (Thies, Then Airflow, Brazzoli) | Polyester, polyamide, mélanges | Teinture en bain liquide, jusqu'à 130 °C |
| Jigger | Cuve ouverte avec passage multiple de la pièce | Laine, soie, fibres sensibles | Discontinu, faible vitesse, contrôle visuel |
| Foulardage | Foulards Küsters, Monforts + steaming / thermosolage | Coton, polyester/coton, polyamide | Procédé continu, pad-batch ou pad-steam |
| Autoclave | Cuves sous pression | Polyester, fils, bobines | Pression élevée, températures jusqu'à 130 °C |
| Spray dyeing / impression numérique | Imprimantes jet d'encre textile, sprays | Tous supports | Économie d'eau, motifs complexes, petites séries |
À côté de ces procédés historiques, des technologies "low water" se développent : la teinture au CO₂ supercritique (procédé DyeCoo), qui supprime l'eau au profit du CO₂ sous pression, ou les procédés type AirDye qui appliquent les colorants sous forme vapeur. Ces alternatives restent marginales en volume, principalement déployées sur polyester et pour des marques engagées sur l'écoconception.
Le choix entre continu et discontinu obéit à une logique économique : le continu (foulardage) est rentable au-delà de quelques milliers de mètres par teinte ; le discontinu (jet, jigger, autoclave) reste pertinent pour les petites séries, le luxe, le technique et la teinture sur fil.
4. Risques HSE et conditions de travail
La teinturerie cumule plusieurs familles de risques professionnels, identifiés par l'INRS dans plusieurs brochures dédiées à l'ennoblissement (notamment ED 6228 et ED 4453). L'employeur reste tenu par l'obligation générale de sécurité de l'article L. 4121-1 du Code du travail.
Substances dangereuses
- Colorants azoïques (certains libérant des amines aromatiques CMR, interdits — restriction REACH Annexe XVII n° 43)
- Formaldéhyde, métaux lourds (Cr VI, Ni, Cu) pour colorants métallifères
- Tensioactifs auxiliaires (APEO interdits depuis 2021 dans l'UE)
- Acide acétique, soude caustique, peroxyde d'hydrogène
Risques physiques
- Bains à 60 à 130 °C, surfaces brûlantes, vapeurs chaudes
- Humidité ambiante élevée (atmosphère saturée)
- Bruit pompes et jets (souvent > 80 dB(A))
- Manutention de rouleaux de 30 à 80 kg
Risques santé
- Eczémas et dermatoses des mains
- Allergies cutanées et respiratoires (colorants dispersés)
- TMS du membre supérieur et du dos
- Brûlures chimiques et thermiques
Environnement
- Effluents fortement chargés (couleur, sels, COT)
- Bilan eau 50 à 150 L / kg de textile
- Installations classées 2030 / 3450 (ICPE / IED 2010/75/UE)
- Station d'épuration industrielle obligatoire
Les EPI de référence en teinturerie
Selon l'évaluation des risques de chaque poste, les équipements de protection individuelle combinent généralement : combinaison étanche partielle ou tablier PVC, gants nitrile ou néoprène longue manchette, lunettes de sécurité ou écran facial, masque respiratoire à cartouche ABEK selon la zone, et chaussures antidérapantes résistantes aux agents chimiques.
En complément, les protections collectives (ventilation, captage à la source, automatisation du dosage des produits, écrans de séparation) sont systématiquement à privilégier sur les EPI individuels, conformément à la hiérarchie des mesures de prévention (article L. 4121-2 du Code du travail).
5. Les métiers de la teinturerie
La teinturerie n'est pas un métier unique : c'est une équipe articulant opérateurs, conducteurs, formulateurs, contrôleurs et encadrants. Chaque fonction correspond à un niveau de formation et à un degré d'autonomie technique sur les procédés.
| Métier | Formation type | Missions principales |
|---|---|---|
| Opérateur teinturier | CAP/Bac Pro Métiers de la Mode, Bac Pro Productique Textile, formation interne | Conduite machines, préparation bains, surveillance, vidange-rinçage, contrôle visuel |
| Conducteur d'installation | BTS Industries Textile, IUT GIM | Optimisation cycle, autonomie multi-machines, maintenance niveau 1 |
| Coloriste / formulateur | BTS Métiers de la Mode + spécialisation, ENSAIT Roubaix | Recettes colorants, matching, mise au point laboratoire |
| Technicien qualité | BTS / DUT mesures physiques, formation interne | Essais solidité couleur, spectrocolorimétrie, gestion non-conformités |
| Responsable production teinture | ENSAIT, INSA Mulhouse, ESITH Maroc | Pilotage d'atelier, coordination ennoblissement, sécurité |
Le contrôle qualité au cœur de l'atelier
Le technicien laboratoire qualité est un maillon clé : il vérifie la conformité de la teinte aux références client via spectrocolorimétrie et conduit les essais de solidité couleur normalisés :
- Frottement à sec et humide — Crockmeter
- Solidité au lavage domestique — ISO 105-C06
- Solidité à la transpiration — ISO 105-E04
- Solidité à la lumière (lampe Xénon) — ISO 105-B02
Les CQP (Certificats de Qualification Professionnelle) reconnus dans la branche, notamment le CQP Conduite d'Équipement Industriel et le CQP Pilote de Ligne Automatisée, permettent une montée en compétence interne pour les opérateurs sans diplôme initial.
6. Salaires, évolutions et perspectives
Les rémunérations de la teinturerie restent tirées vers le bas par la pression internationale, mais elles sont rehaussées sur les fonctions techniques et d'encadrement, notamment pour les profils coloristes et ingénieurs ennoblissement.
Fourchettes indicatives de salaires bruts mensuels en France, hors primes 2x8/3x8 (sources : grilles convention collective IDCC 18, retours d'expérience UIT et OPCO 2i, estimations métier).
Détail par poste
- Opérateur teinturier : 1 800 à 2 200 € bruts/mois, souvent à proximité du SMIC ; primes 3x8 de 150 à 400 € possibles
- Conducteur de ligne : 2 100 à 2 700 € bruts/mois
- Coloriste / technicien qualité : 2 200 à 2 900 € bruts/mois
- Chef d'atelier : 2 700 à 3 500 € bruts/mois
- Ingénieur production teinture : 38 à 52 k€ bruts/an junior, 50 à 72 k€ confirmé
- Responsable site / R&D ennoblissement : 70 à 100 k€+ (postes rares en France ; plus nombreux en Italie, Allemagne, Portugal, Turquie)
Évolutions de carrière
Le parcours type combine 10 à 15 ans : opérateur → conducteur de ligne → coloriste / chef d'équipe → responsable atelier → directeur de site. La VAE et les CQP permettent de franchir certains paliers sans diplôme initial.
Les passerelles s'élargissent vers la R&D écoconception (très recherchée pour la relocalisation et la filière REP textile pilotée par Refashion), vers les achats matières et colorants, ou vers le technico-commercial chez les fournisseurs (DyStar, Archroma, Huntsman, Kemira, Tanatex).
Reconnaissance professionnelle : la convention collective Industrie Textile (IDCC 18) reste le socle, complétée par les accords régionaux des bassins historiques (Mulhouse, Lyon, Roubaix). La branche dispose enfin d'un appareil de certification professionnelle structuré via les CQP.
Conclusion : un métier industriel exigeant, en recomposition autour de l'écoconception
La teinturerie industrielle reste l'un des cœurs techniques de la filière textile, à la fois historique et stratégique. Si la France a vu fondre ses effectifs depuis les années 1980, le tissu restant — concentré dans une soixantaine de PME spécialisées — joue désormais sur la qualité, la technicité et la conformité réglementaire européenne pour se différencier.
Pour les salariés, le métier conserve une exigence forte : postes en 2x8 ou 3x8, exposition à des produits chimiques strictement encadrés, manutention, chaleur et humidité. Mais la relocalisation des textiles techniques, le passeport produit européen attendu d'ici 2030 et la montée en puissance de l'écoconception ouvrent de nouvelles perspectives, notamment pour les profils coloristes, qualité et R&D.