L'industrie cimentière pèse, à elle seule, autour de 7 à 8 % des émissions mondiales de CO2 (AIE, Cement Technology Roadmap).
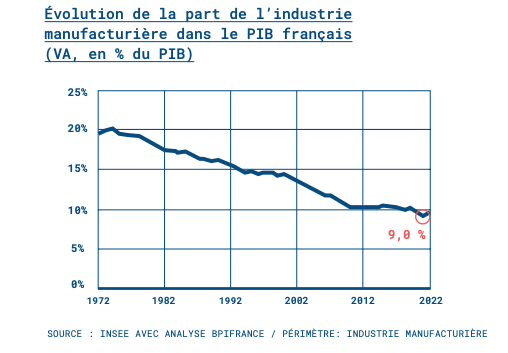
En France, environ 16 à 18 millions de tonnes de ciment sont produites chaque année (SFIC), avec une intensité carbone moyenne de l'ordre de 660 à 700 kgCO2/t, parmi les plus basses du monde.
Le problème est fondamentalement chimique : 60 à 65 % des émissions proviennent de la décarbonatation du calcaire (CaCO3 → CaO + CO2), réaction inévitable dès qu'on fabrique du clinker.
Décryptage des voies industrielles qui se déploient — substitution combustibles, baisse du taux de clinker, capture du CO2, ciments alternatifs, électrification — et de ce que cela change pour les filières, les prix et les métiers.
1. Pourquoi le ciment est un défi climatique
À l'échelle mondiale, la production de ciment atteint environ 4,2 milliards de tonnes par an (CEMBUREAU, AIE). C'est, après l'eau, la matière la plus consommée par l'humanité. Conséquence directe : la filière représente autour de 7 à 8 % des émissions mondiales de CO2, selon la Cement Technology Roadmap de l'Agence internationale de l'énergie.
La singularité du ciment tient à la nature même de sa chimie. Brûler des combustibles, on sait le décarboner. Mais la cuisson du calcaire libère intrinsèquement du dioxyde de carbone : CaCO3 → CaO + CO2. Cette part « process » représente 60 à 65 % des émissions d'une cimenterie classique. Le reste (35-40 %) vient du combustible nécessaire pour atteindre les 1450 °C du four rotatif.
La France produit chaque année entre 16 et 18 Mt de ciment, selon les chiffres du Syndicat Français de l'Industrie Cimentière (SFIC). L'intensité carbone moyenne y est parmi les plus basses au monde — autour de 660 à 700 kgCO2/t — grâce à un mix électrique bas carbone et à un taux élevé de substitution des combustibles fossiles. La moyenne mondiale oscille plutôt entre 600 et 800 kgCO2/t, avec des pics au-dessus dans certains pays émergents.
2. Le procédé classique BAT et son empreinte
Le procédé de référence (BAT — Best Available Techniques) reste, en 2026, le four rotatif voie sèche à préchauffeur à étages. Il enchaîne des étapes que tout cimentier connaît par cœur, et qui pèsent chacune dans l'empreinte CO2 finale.
Le schéma général est très stable depuis 40 ans. Ce qui a changé, c'est l'efficacité énergétique du four, le taux de substitution des combustibles et la réduction du clinker dans le ciment fini.
| Étape | Équipement | Conditions |
|---|---|---|
| Extraction | Carrière (calcaire, argile, sable, oxyde de fer) | Concassage primaire / secondaire |
| Broyage cru | Broyeur vertical à galets, homogénéisation | Granulométrie fine, mélange calibré |
| Préchauffage | Tour à cyclones (5 à 6 étages) | 800-900 °C, calcination partielle |
| Cuisson | Four rotatif | 1450 °C, formation du clinker (C3S, C2S, C3A, C4AF) |
| Refroidissement | Refroidisseur à grille | Sortie ~80 °C, récupération de chaleur |
| Broyage ciment | Broyeur à boulets / vertical | Clinker + gypse + ajouts → ciment fini |
Le four rotatif est le cœur du problème. Pour atteindre 1450 °C, il faut un flux thermique massif. Historiquement assuré par le coke de pétrole et le charbon, ce flux est aujourd'hui partiellement substitué par des déchets (voir section 3). Mais les émissions « process » de décarbonatation du calcaire, elles, ne baissent pas — elles sont directement fonction de la tonne de clinker produite.
3. Voies incrémentales déjà déployées
Les cimentiers ne sont pas restés inactifs. Trois leviers « incrémentaux » ont déjà permis une baisse continue de l'intensité carbone du ciment français depuis les années 2000.
Substitution des combustibles fossiles
Les fours peuvent brûler autre chose que du charbon ou du coke : Combustibles Solides de Récupération (CSR) issus de déchets non recyclables, pneus usagés broyés, farines animales, biomasse, boues de stations d'épuration. La haute température du four (1450 °C) garantit une destruction quasi totale des polluants organiques.
Selon la SFIC, le taux moyen de substitution thermique en France atteint environ 55 % en moyenne, avec des fours déjà à 95 % sur certains sites. Sur le poste « combustibles », cela permet une réduction d'émissions de l'ordre de 50 % en moyenne.
Réduction de la part de clinker
La norme européenne NF EN 197-1 définit cinq grandes familles de ciments courants (CEM I à CEM V), avec des taux de clinker variables. Les ciments aux ajouts utilisent des co-produits : laitier de haut-fourneau, cendres volantes de centrales charbon, pouzzolane, calcaire finement broyé.
CEM I
95-100 % clinker. Référence historique, empreinte CO2 maximale.
CEM II
65-94 % clinker, jusqu'à 35 % ajouts (laitier, calcaire, cendres).
CEM III/A
35-64 % laitier : -40 à -60 % CO2 vs CEM I.
Le CEM III (ciment au laitier) et le CEM II/A-LL (ciment au calcaire) sont aujourd'hui les vecteurs de décarbonation les plus déployés sur le marché français du BTP, parce qu'ils s'appuient sur des co-produits sidérurgiques ou minéraux déjà disponibles industriellement.
Efficacité énergétique des fours
Le passage de la voie humide historique à la voie sèche avec préchauffeurs à 5 ou 6 étages a permis de diviser la consommation thermique. La récupération de chaleur fatale (chaleur du refroidisseur réutilisée pour préchauffer le cru ou produire de l'électricité par cycle ORC) gagne encore quelques pourcents.
4. Voies de rupture : CCS, ciments alternatifs, électrification
Les leviers incrémentaux ne suffisent pas pour atteindre la neutralité carbone visée par les feuilles de route européennes. Quatre voies de rupture sont en cours de déploiement, à des niveaux de maturité (TRL) différents.
| Filière | Principe | Impact CO2 | TRL indicatif |
|---|---|---|---|
| Substitution combustibles | CSR, biomasse, pneus | -30 à -50 % poste combustion | 9 (industriel) |
| Réduction du clinker | Ajouts laitier / calcaire / cendres / pouzzolane | -20 à -60 % vs CEM I | 9 (industriel) |
| CCS (capture & stockage) | Amines, oxycombustion, calcium looping, Leilac | Jusqu'à -90 % émissions totales | 7-9 (premières usines) |
| Ciments alternatifs | CSA, géopolymères, MgO | -40 à -70 % selon recettes | 6-8 (industriels limités) |
| Décarbonation directe | Électrification four / plasma / chauffage indirect | Variable selon source électrique | 5-7 (pilotes) |
TRL (Technology Readiness Level) indicatifs, synthèse des roadmaps Heidelberg Materials, Holcim, CEMBUREAU, AIE.
Capture et stockage du CO2 (CCS)
Le CCS est la seule voie capable de traiter à la fois les émissions de combustion et les émissions « process » de décarbonatation. Plusieurs projets industriels en Europe en font la démonstration.
Heidelberg Materials Brevik (Norvège)
Première unité industrielle mondiale de captage CO2 sur cimenterie, opérationnelle dès 2024. Stockage offshore via le projet Northern Lights.
K6 Lumbres (Eqiom & Carmeuse)
Projet en construction 2024-2027 dans les Hauts-de-France, captage visé ~2 Mt CO2/an en oxycombustion, stockage offshore Mer du Nord.
Holcim Saint-Pierre-La-Cour (Mayenne)
Projet de captage CO2 sur cimenterie française, dans le cadre du plan Net Zero du groupe.
Heidelberg / Calcia Airvault
Site français inscrit dans la feuille de route de décarbonation de Heidelberg Materials, soutien France 2030.
Les technologies en lice : amines post-combustion (la plus mature, mais énergivore), oxycombustion (combustion à l'oxygène pur, concentration CO2 élevée en sortie), calcium looping et carbonate looping (CaO comme absorbeur), procédé Leilac (Calix) qui chauffe le calcaire indirectement et sépare nativement le CO2 process — démonstrateur opérationnel à Lixhe en Belgique.
Ciments alternatifs « low-CO2 »
Plusieurs chimies alternatives au clinker Portland existent : ciments sulfo-alumineux (CSA), géopolymères (activation alcaline de laitier ou cendres), ciments magnésiens (MgO), ciments à alite boostée. Côté acteurs : Hoffmann Green Cement Technologies à Bournezeau (Vendée) avec un premier site industriel en production et deux projets en développement, Solidia Technologies (USA, durcissement au CO2), CarbiCrete, Cemvision (Suède), Brimstone Energy.
Décarbonation directe et électrification
Plusieurs pistes émergent : électrification du four rotatif, fours plasma, chauffage indirect type Leilac qui sépare physiquement les flux de CO2 process et combustion. À cela s'ajoute le concept de béton « puits de carbone » : les bétons en service ré-absorbent partiellement le CO2 au fil du temps (carbonatation atmosphérique). Cette ré-absorption est estimée à environ 30 % du CO2 initial, mais étalée sur 50 à 100 ans.
5. Réglementation et économie : ETS, CBAM, France 2030
Le moteur économique de la décarbonation cimentière est largement réglementaire. Le marché du carbone européen et son mécanisme d'ajustement aux frontières changent profondément les calculs des cimentiers.
EU ETS et fin progressive des quotas gratuits
Le prix de la tonne de CO2 sur le marché européen (EUA) s'est récemment situé dans une fourchette de l'ordre de 60 à 90 €/tCO2. Pour un producteur européen de ciment, cela représente, hors allocations gratuites, un coût direct potentiel de l'ordre de 40 à 65 € par tonne de ciment. Les allocations gratuites entrent en sortie progressive entre 2026 et 2034, en parallèle de la montée en charge du CBAM.
CBAM : la frontière carbone européenne
Le Carbon Border Adjustment Mechanism (CBAM) entre en phase active au 1er janvier 2026. Les importations de ciment dans l'UE devront acheter des certificats reflétant leur empreinte CO2. Objectif : éviter que des ciments produits en Chine, Turquie ou Égypte, moins décarbonés, ne contournent l'effort européen. C'est un levier majeur de protection des producteurs européens qui investissent dans la décarbonation.
France 2030 et soutien public
L'État a fléché 1,3 milliard d'euros vers la décarbonation industrielle au titre de France 2030, avec une part importante allouée aux cimentiers : projet Vicat Montalieu Hydrofour (Isère), Heidelberg Materials Airvault, Holcim Saint-Pierre-La-Cour, Eqiom Lumbres. Le soutien public couvre une fraction des CAPEX, le reste étant porté par les industriels en pariant sur le futur prix de l'EUA.
Visualisation : poids relatif des leviers de décarbonation
Les feuilles de route convergent : aucun levier ne résout seul l'équation. C'est la combinaison des cinq familles ci-dessous qui rapproche progressivement la filière de la neutralité.
Synthèse indicative des contributions des leviers de décarbonation à horizon 2050, d'après les roadmaps publiées (CEMBUREAU Cementing the European Green Deal, AIE Cement Technology Roadmap, Heidelberg Materials). Ordres de grandeur, non un engagement individuel d'industriel.
6. Métiers, compétences et acteurs employeurs
La décarbonation du ciment redessine la carte des compétences industrielles. Aux côtés des métiers historiques (conduite de four, maintenance, contrôle qualité), de nouveaux profils émergent autour du captage CO2, des formulations alternatives et de la conduite de procédés bas carbone.
Profils en tension
Ingénieur procédés décarbonation
Optimisation du four, capture CO2, alternatives au clinker.
Formations : Mines (Saint-Étienne, Albi, Alès, Douai), INSA Lyon (Génie Civil et Urbanisme), ENPC, ENGEES Strasbourg, ESTP Paris.
Ingénieur R&D matériaux cimentaires
Formulation CSA, géopolymères, MgO.
Formations : Master / PhD chimie matériaux (Sorbonne, Mines ParisTech, Université Gustave Eiffel / IFSTTAR).
Opérateur conduite de four cimentier
Pilotage des paramètres, suivi qualité clinker, sécurité.
Formations : Bac Pro Pilote Ligne Production, BTS CIRA + spécialisation.
Technicien instrumentation capture CO2
Pompes, échangeurs, colonnes amines, analyseurs en ligne.
Formations : BTS Métiers de la Chimie, BTS MS option Énergétique.
Salaires indicatifs
| Poste | Niveau | Rémunération indicative |
|---|---|---|
| Opérateur conduite four | Bac Pro / BTS | 2 300 - 3 000 €/mois |
| Technicien procédés / instrumentation | BTS / DUT | 2 400 - 3 200 €/mois |
| Ingénieur procédés junior | Bac+5 | 38 000 - 50 000 €/an |
| Ingénieur procédés confirmé | 5-10 ans d'expérience | 55 000 - 80 000 €/an |
| Responsable / expert décarbonation | 10+ ans | 75 000 - 130 000 €/an et plus |
| R&D matériaux (chercheur) | PhD + expérience | 50 000 - 95 000 €/an |
Fourchettes indicatives constatées sur le marché français — varient fortement selon la zone géographique, l'employeur et le niveau de responsabilité.
Principaux employeurs en France
Côté producteurs : Lafarge Holcim (siège Paris, 13 sites en France), Eqiom (siège Paris, 6 sites), Vicat (siège L'Isle-d'Abeau, 5 sites France), Calcia / Heidelberg Materials (siège Guerville, 5 sites), Cem'In'Eu, Hoffmann Green Cement Technologies (Bournezeau, Vendée).
Côté équipementiers et procédés : FLSmidth, KHD Humboldt Wedag, ThyssenKrupp Polysius, Aalborg Cement, Sintef (recherche). Les profils R&D et ingénierie procédés y trouvent des terrains particulièrement actifs autour des projets CCS et des nouvelles formulations.
Conclusion : une décarbonation par empilement de leviers
La décarbonation du ciment n'est pas un problème à un levier. C'est un problème à cinq leviers qu'il faut empiler — substitution combustibles, baisse du clinker, capture CO2, ciments alternatifs, électrification — chacun apportant un pourcentage et aucun ne suffisant seul. Le CCS, à terme, est probablement le maillon le plus structurant pour traiter les 60-65 % d'émissions « process » intrinsèques à la chimie du clinker.
Pour les industriels français, l'équation est claire : ETS, CBAM et France 2030 redessinent les coûts, et le ciment décarboné finira par se diffuser dans les ouvrages — bâtiments, routes, ponts — avec un surcoût qui se transmettra à la chaîne de valeur du BTP. Pour les professionnels, c'est aussi une montée en compétences qui s'organise, autour de procédés bas carbone, de captage CO2 et de formulations cimentaires alternatives.